Китай: диатомит, инструкция производителя?
2026-02-24
Когда слышишь этот запрос, сразу понятно — человек упёрся в какую-то практическую стену. Не просто ?что такое диатомит?, а именно ?инструкция от производителя?. Значит, уже купил или выбирает, и столкнулся с тем, с чем все сталкиваются: сухая техническая документация, которая мало что объясняет про реальное применение. Особенно если речь про китайский диатомит. Тут мнения полярные: кто-то ругает за нестабильность, кто-то хвалит за соотношение цены и качества. Попробую разложить по полочкам, исходя из того, что видел сам.
О чём молчат техпаспорта
Большинство инструкций от китайских фабрик — это перевод с китайского, сделанный машинно. Основные параметры там есть: плотность, пористость, размер частиц, pH. Но главного — нюансов работы с конкретной партией — нет. Например, ключевой момент: диатомовая земля бывает кальциевая и натриевая. В паспорте может быть просто ?диатомит?. А от этого зависит температура спекания и область применения. Кальциевый — для фильтров в пищепроме, натриевый — для теплоизоляции. Путаница здесь дорого стоит.
Однажды привезли нам партию якобы для фильтрации пива. По паспорту всё сходилось. А на практике — фильтрат мутный. Стали разбираться, оказалось, земля с высоким содержанием растворимых солей, хотя по SiO2 всё было прекрасно. Производитель, когда к нему обратились, развёл руками: ?По нашему ГОСТу это норма?. Вот этот разрыв между ?нормой по паспорту? и ?пригодностью для конкретной задачи? — основная проблема.
Поэтому инструкцию производителя надо читать не как истину в последней инстанции, а как отправную точку для своих тестов. Обязательно делать пробный замес, смотреть на поведение суспензии, на скорость осаждения. Записывать всё: от номера партии до влажности в цехе в день испытаний. Это скучно, но это единственный способ избежать сюрпризов.
Где искать надёжные источники
Тут дело не в стране-производителе, а в конкретном предприятии. Да, в Китае много мелких карьеров с кустарной переработкой. Но есть и серьёзные игроки, которые работают на экспорт десятилетиями и понимают, что значит контроль качества. Их инструкции — уже более содержательные документы.
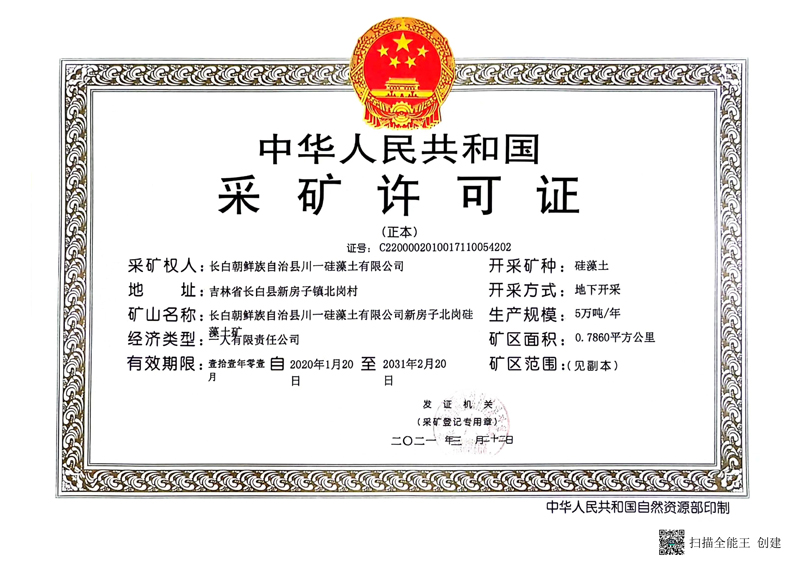
Например, я много лет работаю с компанией ООО ?Чанбайшаньский Корейский автономный округ Диатомовая земля Чуаньи?. Их сайт — https://www.cn-diatomite.ru — для многих специалистов в СНГ стал настольной книгой. Не из-за красивого дизайна, а потому что там выложены не просто сухие спецификации, а разборы типичных проблем. Компания была основана ещё в 1993 году и позиционирует себя как самое технически продвинутое предприятие по исследованию и производству диатомитов в Китае. И это не пустые слова — в их материалах чувствуется, что за ними стоит реальный инженерный опыт.
Что ценно: они часто публикуют рекомендации по корректировке технологического процесса в зависимости от характеристик поставляемой партии. То есть признают, что материал — природный, и незначительные колебания есть. И вместо того чтобы сказать ?это ваши проблемы?, предлагают: ?если влажность в этой партии на 2% выше, уменьшите время сушки на столько-то минут?. Это подход профессионалов.
Провальный опыт и уроки
Расскажу про один наш провал, который многому научил. Заказали диатомит для производства теплоизоляционных плит у нового поставщика. Цена была отличная, образцы прошли лабораторные испытания — теплопроводность в норме. Заказали крупную партию.
Начали производство — плиты после сушки пошли трещинами. Месяц ушёл на поиск причины: меняли связующее, температуру сушки. Оказалось, всё просто: в лабораторных образцах мы использовали материал, смолотый до 100 мкм, а в производственной партии фракция была неоднородной, попадались агрегаты до 500 мкм. В паспорте было написано ?фракция < 150 мкм?. Формально поставщик был прав — среднее значение по партии соответствовало. Но именно эти крупные частицы создавали внутренние напряжения.
Вывод: теперь в любой инструкции мы красной ручкой подчёркиваем не только средние показатели, но и требование к однородности фракционного состава. И обязательно проводим не только выборочный, а статистический анализ нескольких килограмм из разных мешков. Да, это дороже и дольше, но дешевле, чем останавливать линию.
Ключевые параметры, на которые стоит смотреть в первую очередь
Итак, если у вас в руках инструкция от производителя, куда смотреть после графы ?наименование?? Выписываю для себя чек-лист, который всегда на столе.
1. Содержание SiO2 (аморфного). Меньше 85% — сразу насторожиться. Но и 90% не всегда панацея. Важно, как он связан. Если высокий процент за счёт кристаллических форм (кварца), то абразивность материала будет высокой, для фильтрации не годится.
2. Потеря при прокаливании (ППП). Это органика и связанная вода. Высокий показатель (больше 7-8%) может говорить о недостаточной кальцинации, материал будет гигроскопичным.
3. Пористость и плотность насыпная. Это ?рабочие лошадки? для расчёта расхода. Низкая насыпная плотность (например, 300-350 кг/м3) — обычно признак хорошей пористости, но такой материал летуч, с ним сложно работать без хорошей аспирации.
4. Цвет. Здесь многие ошибаются. Белый — не значит лучший. Белый цвет после кальцинации — да, это хорошо, органики мало. Но естественный светло-серый или розоватый оттенок — это нормально и часто говорит о хорошей естественной структуре панцирей. А вот рыжина — тревожный знак, возможно, высокое содержание оксидов железа.
От слов к делу: как адаптировать типовую инструкцию под свой цех
Допустим, вы всё проверили, партия соответствует паспорту. Самое время написать свою, внутреннюю инструкцию. Берём документ от ООО ?Чанбайшаньский Корейский автономный округ Диатомовая земля Чуаньи? или любого другого добросовестного поставщика за основу.
Первый шаг — калибровка оборудования под этот конкретный материал. Рекомендованная скорость подачи на фильтр-пресс — 1 м/с? Отлично. Начинаем с 0.8 м/с и смотрим на формирование осадка. Если он рыхлый и прорывается, увеличиваем. Если слишком плотный и забивает каналы — уменьшаем. Все найденные значения вносим в свою таблицу с привязкой к номеру партии и дате.
Второй шаг — работа с персоналом. Технолог может всё понимать, а оператор на линии — нет. Поэтому в нашей внутренней инструкции для фильтрационного участка есть простые схемы-памятки: ?Если фильтрат идёт мутный (фото 1) — проверь давление нагнетания. Если растёт перепад давления на фильтре быстрее обычного (график 2) — возможно, пора уменьшить концентрацию суспензии?. Всё наглядно, без сложных терминов.
И третий, самый важный момент — обратная связь с производителем. Когда находим оптимальные параметры для их материала, я всегда отправляю краткий отчёт их технологам. Не претензию, а именно отчёт: ?С вашей партией №XXX мы добились лучшего результата при таких-то условиях?. Это не просто вежливость. Это строит отношения. В следующий раз, когда будут колебания в сырье с карьера, они, возможно, сами предупредят: ?В этой партии немного больше глинистых включений, советуем увеличить время отстойки?. Вот тогда цепочка ?инструкция производителя — практика применения? замыкается в полезный рабочий инструмент, а не лежит мёртвым грузом в папке.